

ԇ�?z��i)��?nbsp; �|(zh��)���z�a(ch��n)Ʒ�_�l(f��)�����a(ch��n)��(y��ng)�ã��ɿ���ԇ�
������似�g(sh��)ָ��(bi��o)
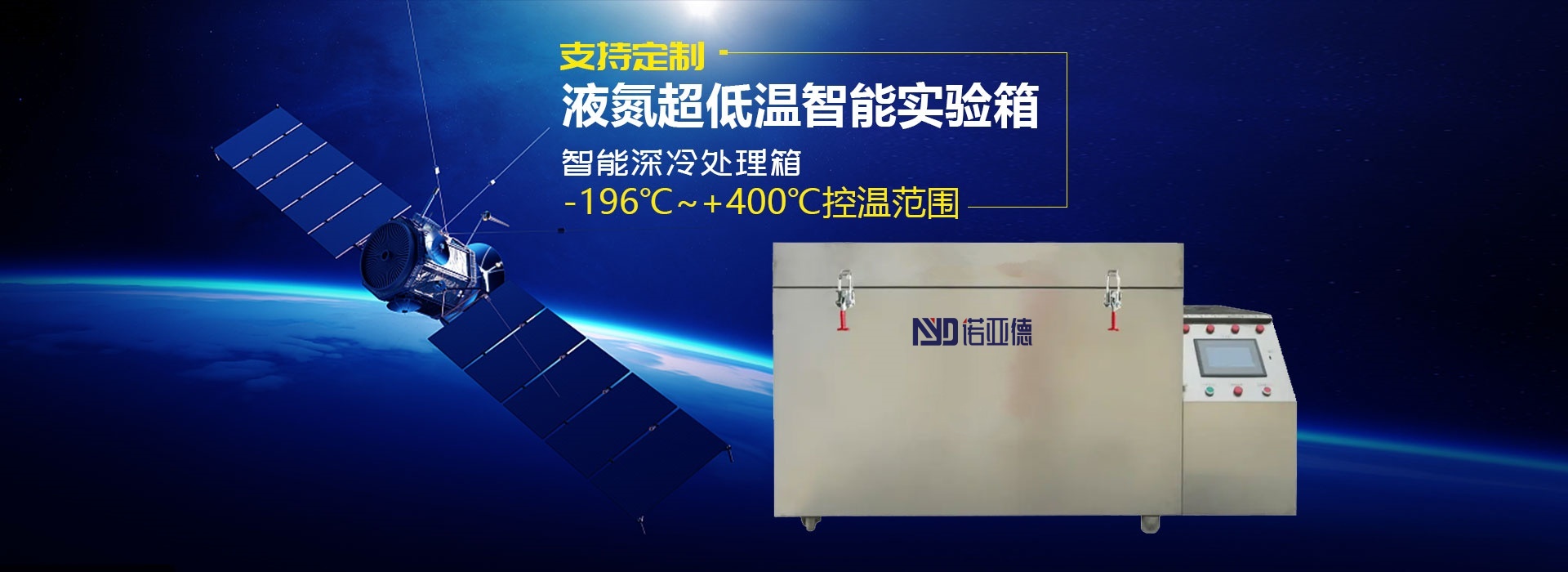
�ضȿ��Ʒ����� -196��~ ����+10�棨�ضȷ������Զ��ƣ��ߜص�����500�棩
�ضȲ��Ӷȣ� �ܡ�0.5��
�ضȾ����ԣ� ��3��
�����ٶȣ� ��5~50��/min���������ʿ��Ը���(j��)�͑�Ҫ���ƣ�
�ؾ��ȣ� ��0.01��
1.2.2��Ҫ�͜�����䑪(y��ng)�ã�
��̎���������Ҝ�ͣ��������һ��Ҫʹ��Ȧ��(n��i)����������Ҝغ��M(j��n)����̎������t�����_�ѣ������Ҝغ��R����̎����һ�㲻���^30min������t����ֹ�W���w���R���w���D(zhu��n)׃��
��̎���Ĝض���Ҫ����(j��)䓵��R���w�D(zhu��n)׃�Kֹ�ض�Mf������߀Ҫ���]��̎�팦�C(j��)е���ܵ�Ӱ푼���ˇ�Ե����ء�����GCr15䓣���̎���x��-70�棻����Ҫ�����ߵ���Ȧ���O(sh��)�������ƕr����̎��ضȿ��x��-40��-70�棻�������S�У�����-70�桫-80��֮�g�M(j��n)����̎�����^��Ĝض�Ӱ��S�Л_��ƣ�ںͽ��|������
�mȻ�����R���w���D(zhu��n)׃�����䵽һ���ضȃA���g��ɵģ�����ʹһ����Ȧ�����c�IJ��������_(d��)����̎��ضȣ���Ҫһ���ı��ؕr�g��һ���1��1.5h
��Ȧ��̎������ڿ՚���,��ضȾ��������Ҝغr�M(j��n)�лػ𡣜�������̫�죬��t�����_�ѣ��ػr����t��Ȧ��(n��i)���^��Ě�����(y��ng)������(d��o)����Ȧ�_�ѣ�һ�㲻���^2h��
1.2.3 ����ػ�һ�w�t�O(sh��)��---���ã�
1.����������Ӳ�ȼ���(qi��ng)��
2.���C�����ijߴ羫��
3.��߹�������ĥ��
4.��߹����ě_���g��
5.���ƹ�����(n��i)��(y��ng)���ֲ�,���ƣ�ڏ�(qi��ng)��
6.��߹��������g����
1.2.4����ػ�t�Ĺ����ҳߴ��x����
|
|
|||
|
�a(ch��n)Ʒ��̖ |
������ L��W��H��mm�� |
����L��W��H(mm�� |
�������KG�� |
|
NYDHL-50 |
350��320��450 |
1050��970��950 |
90 |
|
NYDHL-100 |
450��450��500 |
1150��1100��1000 |
160 |
|
NYDHL-150 |
500��500��600 |
1250��1150��1150 |
300 |
|
NYDHL-225 |
600��500��750 |
1350��1150��1300 |
500 |
|
NYDHL-360 |
1200��600��600 |
1650��1250��1860 |
750 |
|
NYDHL-400 |
800��600��850 |
1550��1250��1400 |
900 |
|
NYDHL-500 |
800��700��900 |
1550��1350��1450 |
1100 |
|
NYDHL-800 |
1000��800��1000 |
1750��1450��1550 |
1600 |
|
NYDHL-010 |
1000��1000��1000 |
1750��1700��1550 |
2000 |
|
NYDHL-015 |
1500��1000��1000 |
2250��1700��1550 |
2600 |
|
NYDHL-020 |
2000��1000��1000 |
2750��1700��1550 |
3200 |
|
NYDHL-030 |
3000��1000��1000 |
3750��1700��1550 |
5300 |
|
NYDHL-ϵ�� |
���� |
���� |
|